Kérdése van? Segítünk!
1033 Budapest, Huszti út 52.
Nyitva tartás:
H-P7:30 - 16:00
2001 november 21.-én elkészült cégünk első saját gyártású, Huber+Suhner márkanév alatt forgalomba helyezhető optikai patchkábele. Ezúton szeretnénk egy rövid ismertető segítségével bemutatni a gyártást, és az előállított termékeket.
Az üzem induláskor a világ 24. Huber+Suhner optikai összeszerelő üzeme volt, amely szám mára 40 fölé emelkedett a világszerte elért jelentős sikerek eredménye képpen
Az első termék legyártását egy nagy összegű beruházás, illetve egy mindenre kiterjedő tréning előzte meg, melyet részünkre a Huber+Suhner Svájcban, a központban tartott meg.
A Huber+Suhner cég évszázados múltra tekint vissza, a mai napig családi tulajdonban lévő, azonban a svájci tőzsdén is jelenlévő modern világcég. Számos üzletágának egyike az optikai adatátviteli passzív anyagok gyártása, mely igen sikeres és dinamikusan fejlődő része a társaságnak. A gyártó világszerte több, mint 4200 embert foglalkoztat. Részletes információ: http://www.hubersuhner.com
A NEW-NETWORK Kft. 2001 elején kötött szerződést a gyárral, mely hivatalos, kizárólagos hazai márkaképviseletről szól az optikai passzív anyagokra vonatkozóan.
Számunkra a közös munka elkezdéséről szóló döntésünk helyesnek minősült, hiszen a H+S is azon üzleti értékeket tartja szem előtt, melyek fontossága a magyarországi piacon is elvitathatatlan.

Minden időben igyekszünk olyan termékeket kínálni partnereink részére, melyekre valóban szükségük van és nem olyan partnereket találni, akiknek a mi termékeinkre van szükségük. Ez első hallásra egyértelműnek tűnhet, de valójában ez egy nagy és igen izgalmas kihívás.
Ez a pont a gyártó által hosszú idő óta működtetett EN ISO 9001:2000 szabványban is benne van, de mit is jelent ez?
Nos, éppen az előző pontból adódóan egy sikeres és agilis cég mindig fejlődik, mindig változik. Ezeket a változásokat azonban megfelelően kontrollálva kell elvégezni, mindig megtartva az események fölötti irányítás igényét.
Ha csak az üzemben történő konfekcionálásra gondolunk, számos olyan munkafázis van, melyeket folyamatosan fejlesztenünk, ellenőriznünk kell, és az esetlegesen felmerülő hiányosságokat a legjobb tudásunk szerint ki kell javítanunk.
A lentebb található összeszerelési technológia megismertetésekor ezek a munkafázisok bemutatásra kerülnek.


Az a cég (legyen az gyártó, vagy forgalmazó), amely nem helyezi előtérbe a folyamatos fejlesztést, kudarcra van ítélve.
Az információtechnológia olyan ütemben fejlődik, amelynek nyomon követése, termékmegoldásokkal történő ellátása gyorsaságot és nagyfokú szakmai hozzáértést igényel.
Gondoljunk bele, hogy például az 1990-es évek elején virágzó betárcsázós analóg modemek jobb esetben 56,6 kbit/sec sebessége és a ma szinte bármelyik otthonban elérhető Gigabites kapcsolatok között micsoda sebességi és technológiai szakadék van.
Szerencsénk van, hogy egy ilyen jelentős világcég és a NEW-NETWORK Kft. között van egy jellemző hasonlóság, amely alapjaiban határozza meg mindkét cég üzleti stratégiáját: családi vállalkozásokról van szó.
Számunkra a munka elvégzése nem csupán kötelesség, és a munkához való jog érvényesítése (amelyek természetesen igen fontos tényezők, nem szeretnénk ezeket ledegradálni), de életünk igen szerves része is mind a hétköznapokban, mind a pihenő hétvégeken.
Ez a szemlélet hitünk szerint jól tükröződik minden egyes munkatársunk munkavégzése során
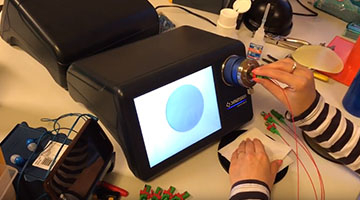

Optikai patch- és pigtail kábel összeszerelő üzemünket telephelyünkön (Budapest, Huszti út 52.) helyeztük üzembe, így szerves részét képezi napi tevékenységünknek.
A gyártás minden lépéséhez igen magas szakmai színvonalú és minőségű eszközöket használunk.
Termékeink a legszigorúbb gyári utasítások alapján készülnek, folyamatos minőségellenőrzéssel.
Az általunk gyártott kábelekből bizonyos időközönként mintadarabokat kell küldenünk a gyártónak, aki alaposan megvizsgálja, és számtalan szempont szerint minősíti a végterméket.
Ezen túl igen részletesen kidolgozott karbantartási tervek szerint dolgozunk, amely utasítások pontosan meghatározzák, hogy a gyártásban résztvevő egyes eszközöket, berendezéseket milyen időközönként, és miként kell karbantartani, kalibráltatni, egyes alkatrészeiket lecserélni.

Cégünk valamennyi használatos multimódusú pigtail- és patchkábel elkészítését vállalja, valamint rengeteg féle egyéb többszálas optikai kábelt képesek vagyunk előszerelni, illetve különböző rendezőkbe, tálcákba beszerelni.
A technológia pontos és szigorú, ellenben nagyon gyors munkavégzést tesz lehetővé, emiatt igen rövid határidővel tudunk vállalni akár nagyobb mennyiségű gyártást is, legyen az klasszikus singlefiber csatlakozó, vagy akár különböző szálszámú multifiber – úgynevezett MPO – csatlakozó.
Kétféle minőségi osztályban készítünk multimódusú optikai kábelszerelvényeket.
Beiktatási csillapítás (850 nm hullámhosszon, IEC 61300 szerinti előtétszállal mérve)
IL max. 0,5 dB a teljes kábelszerelvényre vonatkozóan
(IEC 61300-3-34 method C)
Beiktatási csillapítás (850 nm hullámhosszon, IEC 61300 szerinti előtétszállal mérve)
IL max. 0,3 dB a teljes kábelszerelvényre vonatkozóan
(IEC 61300-3-34 method C)
A monomódusú termékek előállítása bonyolultabb és szigorúbb technológiát igénylő feladat. Háromféle minőségi osztályban készítünk monomódusú optikai átkötőkábeleket, pigtaileket, előszerelt optikai loose tube, mini-breakout (vagy riser), és full-breakout kábeleket.
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-34 szabvány szerint
Each-to-Each 97% IL 0,5 dB
Each-to-Each mean IL 0,25 dB
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-4 method B szabvány szerint
Against reference IL max. 0,3 dB
Reflexiós csillapítás – IEC 61300-3-6 sz. szabvány szerint
PC csiszolás esetén RL>50 dB (UPC csiszolás)
APC csiszolás esetén RL>65 dB
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-34 szabvány szerint
Each-to-Each 97% IL 0,25 dB
Each-to-Each mean IL 0,12 dB
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-4 method B szabvány szerint
Against reference IL max. 0,3 dB
Reflexiós csillapítás – IEC 61300-3-6 sz. szabvány szerint
PC csiszolás esetén RL>50 dB (UPC csiszolás)
APC csiszolás esetén RL>65 dB, E2000 esetén RL>85dB
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-34 szabvány szerint
Each-to-Each 97% IL 0,07 dB
Each-to-Each mean IL 0,15 dB
Beiktatási csillapítás (1310 nanométeres hullámhosszon mérve) – IEC 61300-3-4 method B szabvány szerint
Against reference IL max. 0,15 dB
Reflexiós csillapítás – IEC 61300-3-6 sz. szabvány szerint
PC csiszolás esetén RL>50 dB (UPC csiszolás)
APC csiszolás esetén RL>65 dB, E2000 esetén RL>85dB
A leglényegesebb különbség a három monomódusú minőségi osztály között a felhasznált csatlakozók csatlakozócsapjának (ferrule) anyagminőségében, illetve azok kilyukasztásának pontosságában mutatkozik meg.
A felhasznált monomódusú csatlakozócsapok mindegyike 126,0 +/- 0,5 µm furatátmérőjű, azonban a ferrule-lyuk központosság a Grade B és C minőség előállítása során használt csatlakozóknál 1,0 µm, míg a Grade A osztály csatlakozói esetén ez az érték 0,6 µm.
Ez azt jelenti, hogy a Grade A osztály esetén az optikai szál teljesen középen történő kivezetése a csatlakozócsapból lényegesen nagyobb mértékben garantált. Ez a tény pedig jelentősen befolyásolja a beiktatási csillapítást (IL).
A Grade B és A minőségi osztályok gyártási folyamatának szerves része az úgynevezett tuningolás, amelyről a későbbiekben még lesz szó, hiszen igen-igen fontos (az egyik legfontosabb) technológiai lépésről van szó.
A minőségi termékek gyártásának másik alapfeltétele maga az optikai szál, amelyet a patch kábelekbe tesz a gyártó.
Számos gyártó az ITU-T G652.D szabványelőírás szerinti szálakat gyártja, amely (többek között) 125 +/- 1,0 µm szálátmérő eltérést engedélyez.
Általánosságban elmondhatjuk, hogy a gyártók ezt az értéket minőségileg tudják teljesíteni, az átlagos gyári vállalások 125 +/- 0,7 µm-ről szólnak.
Ezzel szemben a H+S által használt Corning SMF-28 Ultra elnevezésű optikai szál 125 +/- 0,3 µm átmérőt garantál.
Ez a szál természetesen megfelel az ITU-T G652.D szabvány előírásainak, amely továbbá PMD < 0,2 ps értékkel és alacsony vízcsúcs értékkel (low water peak) bír. (Ez azt jelenti, hogy a korábban használt optikai szálakkal ellentétben ez a szál 1440 nm hullámhosszon lényegesen alacsonyabb csillapítási értékeket biztosít, melynek az egyidőben több hullámhosszon párhuzamosan továbbított jelveszteségek kiküszöbölésekor van jelentősége). Ezen túl a szál bizonyos karakterisztikáit tekintve teljesíti a G657.A1 szállakkal támasztott követelményeket is. A legfontosabbat is, amely a hajlításokkal szembeni fokozottabb ellenállást is jelenti.
A ferrule központossága, és a felhasznált optikai szál minősége tehát egy nagyon fontos paraméterre van hatással, amelyet száleltolódásnak (lateral offset) hívunk.
A száleltolódás nagysága pedig a beiktatási csillapítás (IL) értékének egyik legfőbb befolyásolója.
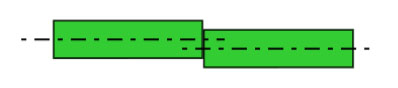
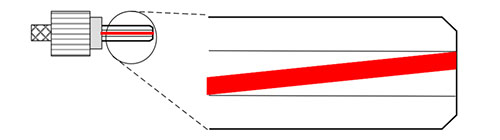
A ferrule lyukasztás és a szálátmérő méretkülönöbözőségének okán keletkezik egy üres terület, amelyben a szál egy csekély mértékű dőlést (tilt angle) szenved.

A másik IL-befolyásoló paraméter az ún. száldőlés (angular misalignment).
A száldőlés a csatlakozócsapban (ferrule) elhelyezkedő optikai szál esetleges megdőlését jelöli, amelyet a ferrule-lyuk axiális tengelyéhez képest vizsgálunk.
Ez is egy igen fontos paraméter, hiszen két csatlakozó toldókkal történő csatlakoztatása során könnyen előfordul, hogy egészen más szögből érkezik egymásra a két csatlakozóvég lepolírozott 9 µm szálmagja, ahol maga az információt továbbító fény halad.
Ez a diagram kiválóan megmutatja számunkra, hogy a száldőlés és a száleltolódás együttesen milyen hatással van a beiktatási csillapításra.
Marcuse-Model: Egy csatlakozás IL értékének változása a száleltolódás (lateral offset) és a száldőlés (angular misalignment) függvényében.
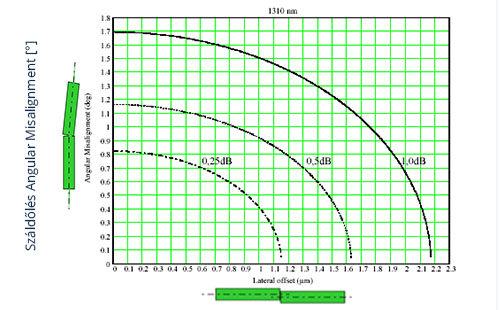
Megjegyzés: 1310 nm-en, szabványos G.652 SM szálon
Tuning POZÍCIONÁLÁSSAL
Folyamat: A szálmag középpontjának elforgatása a meghatározott pontra
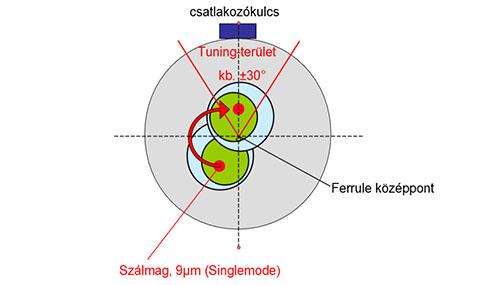
A száleltolódás és a száldőlés okozta veszteségek minimalizálása érdekében a gyártási folyamat során ún. tuningolást végzünk, amely a csatlakozócsap (és így természetesen maga az optikai szál) megfelelő pozícióba történő forgatását jelenti, ezáltal biztosítjuk a lehető legkisebb beiktatási csillapítási érték elérését.
Nagyon kis méretekről beszélünk, de ha ezek a tűréshatáron belüli méreteltérések összeadódnak, az beiktatási csillapításban (IL) tizedeket jelenthet, amely csökkenti a felhasznált átkötőkábel használati és minőségi értékét, továbbá komoly üzemzavarok forrása is lehet.
Ezen gyártási/minőségi hiba a felhasználók oldaláról természetesen igen komoly veszteségeket okozhat. Nyilvánvalóan ki kell küszöbölni hogy több százezer, vagy akár több millió forint értékű aktív eszközünk működését ne zavarja meg egy néhány ezer forintos patchkábel helytelen működése.

Természetesen a munkafázis a rendelés felvételével és annak gyártásra történő diszponálásával kezdődik. Erre mi egy Gyártási utasítást naplót készítünk SAP Business One vállalatirányítási rendszerünkben, amely minden információt tartalmaz a megrendelő személyéről, a termék típusáról, méretéről és mennyiségéről, a kívánt szállítási időről, és egyéb speciális igényekről.

A megrendelők által meghatározott méreteket egy kábeltekerő berendezés segítségével végezzük. A tekercsek elkészítésekor garantáljuk a 1,5%-nál kisebb teljes hosszbeli eltéréseket.

Cyclop kötözőgépünk egy speciális gumírozott szalagot használ a letekert kábeltekercsek összekötözésekor anélkül, hogy azokat túlságosan összeszorítaná, ezáltal minőségüket rontaná, felületüket akár a legkisebb mértékben is roncsolná.

A tekercsekre vágott kábeleket egy speciális Schleuniger FO7045 gyártmányú berendezés segítségével készítjük elő. A gép előre beprogramozott méretek alapján 3 lépésben automatikusan eltávolítja a patchkábel külső köpenyét, majd levágja a kevlárt és végül lecsupaszítja a szálat, így az azonnal készen áll a következő fázisra kézi beavatkozás nélkül
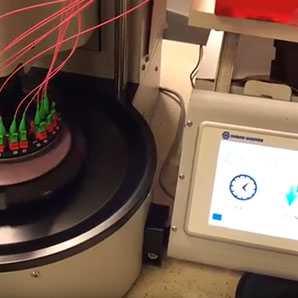
A patchkábeleket ragasztásos/krimpeléses technológiával készítjük el. A lecsupaszított kábelt az előre műgyantával megtöltött csatlakozókhoz krimpeljük, majd 35 percig 100 °C-os kemencében szárítjuk. Ennyi idő kell a műgyantának, hogy teljesen megkössön.

Miután a csatlakozó kihűlt, egy gyémánt vágófejjel ellátott berendezés segítségével eltávolítjuk a csatlakozóból kilógó maradék üvegszálat. Ezt a lépést anélkül végezzük el, hogy a kerámia ferrule bármilyen fizikai kapcsolatba is kerüljön a karcoló felülettel. A késztermékek geometriai paraméterei kiemelkedőek lesznek.
Természetesen a felesleges üvegszál eltávolítása után még jelentős mennyiségű üvegszál- és műgyantamaradék található a csatlakozóvégeken. Ezek mennyisége még annyira nagy, hogy a tuningolás elvégzése is lehetetlen, hiszen nem jut ki fény a csatlakozóból, illetve a tuningkábel csatlakozójának a felületét is károsítaná.

A tuningolás (adjustálás) szerepe igen nagy a jó minőségű végtermék előállítása érdekében. Ezt a lépést egy speciális, ún. tuningkábellel végezzük. A tuningkábel a H+S által gyártott termék, azt mi magunk nem tudjuk előállítani. A tuningkábel a ma a világon létező legnagyobb mértékben központosított csatlakozóból készül, ezért ára is igen borsos.
A végpolírozást különböző számú technológiai lépésben végezzük el, mely függ a megmunkálandó csatlakozó típusától és a minőségi osztálytól is. A polírozás első két lépése mind a későbbi beiktatási, mind a reflexiós csillapításra befolyással van, míg az utolsó két polírozási lépés már csupán a reflexiós csillapítás mind kedvezőbb értékének az elérése végett van előírva.
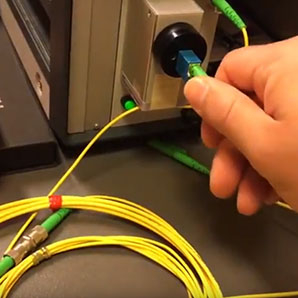
Az általunk készített terméket fizikai paraméterek (IL és RL) és geometriai paraméterek tekintetében is megmérjük (Radius, Apex offset, Fibre height, Fiber cleave angle). A csillapításméréshez szintén a gyártó által készített speciális mérőkábeleket használjuk (against master mérés). Igény esetén speciális mérési jegyzőkönyv is kérhető a termékek mellé.